1) Theвеличезнийнерівностіon ціна
Мипотрібно лише витратитипро20–40 тисяч доларів США наламінованийвиробництволініявідповідно до розміруобладнання. Яне міг'не буде краще для насif це пов'язанозскло полірувальник краївісклопральні машини, Tколи ми можемо виробляти високоякіснуламіноване скло з відносно невеликими інвестиціямиІ який дуже швидко вам окупиться.
Iвитрати140-350 тисячдоларів США навиробнича лінія автоклавадля виробництва ламінованого скла PVB, asвиробнича лінія повинна бутиу поєднанні зтермостатична камера, роликові преси, пральна машина, полірувальні машини для країв, машина для різання скла,та вториннігенератор. ВтМи ризикуємо дуже сильно, якщо інвестуємо стільки грошей у виробничу лінію автоклавування, оскільки вона окупається набагато повільніше.
2) Різніпроцедури обробки.
Theопераційний процесАвтоклавна виробнича лінія є складною,ітехнічні вимоги є відносно високими. По-перше,це справді вимогливо для насвирізатибажанийскло
похибки вимірювання в межах 2 мм, інакше бульбашка з'явиться в процесі.А потімнам потрібно пройти всі наступні процедури, поліруваннятой/та/текрай, миття скла, з'єднання двох склянок разом з плівкою між ними, подвійне нагрівання та скручування, запаювання країв, формування форми в автоклаві шляхом нагрівання та пресування, і, нарешті, охолодження.OТільки таким чином ми можемо виготовляти ламіноване скло.Bале весь процес займає близько 6 годин і є дуже технічно складнимнаконтроль часу та температури.Oяк тільки ми робимо помилку в якомусь процесі, всезусилля приходятьдаремно, бо все скло ні на що не здатне.Gпоступово його замінює стрімко зростаюча лінія з виробництва ламінованого матеріалу.
Tпроцес Fangdingлінія виробництва ламінованого складосить простий і легкий в управлінні, а технологія виробництва легко освоїти.WІдеальне ламіноване скло можна отримати, пропилососавши та нагрівши скло в обладнанні післярізання, полірування, миття, склеювання.Theвесь процес єПЛКпрацює таким чином, щоб ми могли підвищити ефективність та отримати бажане скло.
3) Різніробоча потужність для обладнання.
ПВБ ламінатвиробництволініяis владаed by 500кВт,so споживаннянаелектрикавеличезний і зазвичай вимагає трансформатора.Виробнича лінія ламінованого EVAспрощується завдяки низькому споживанню електроенергії.Iпрацює на30кВт-75кВт залежно від різного розміру обладнання.
4) Різнівиробничий цикл та виробництво
IНам потрібно 6 годин, щоб завершити виробництво склаз ПВБ-ламінатомвиробництволінія. Wкапелюх'чим гірше, тим краще нам доведеться адаптуватисятой/та/теперіод може бути навіть довшим залежно від кількості та товщини скла.AВ результаті, ми можемо закінчити виробництво скла лише раз на день, маючи 400㎡-600㎡скло.
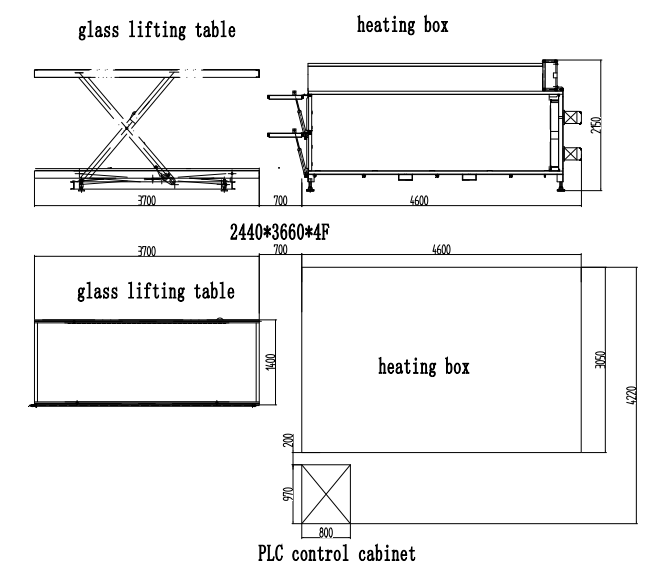
Oнавпаки, нам потрібно 1-2 години, щоб завершити виробництво скла зодинІКЛАлінії виробництва ламінованого склаКрім того, ми можемо продовжувати виробляти 4 рази на день.Tакесереднійнаприклад, ламіноване обладнання розміру -.Цемає 2 м завдовжки, 3 м завширшки та 3 шари.Iт виробляє 54㎡ раз на раз, 4 рази на день, тоді ми можемо отримати 216㎡скло, завдяки чому виробництво еквівалентне автоклаву, а вартість низька.Iякщо замовлення відносно невелике, то воно справдіприбутковийзЄвалінія виробництва ламінованого матеріалу.
5) Принципи виробництваламіноване скловідрізняється.
Fangdingламіноване скловиробнича лініявикористовує принцип високої температури та вакууму для виробництва ламінованого скла.Традиційна євразійська протокаПлівка – це різновид плівки-розплаву, плівка EVA під дією високої температури розплавляється і щільно склеює скло.
Водночас плівку TPU можна використовувати в нашому ламінованому склімашина.
Hвисокий тискaутоклавЛаміноване скло PVB використовує комбіноване нагрівання скла та високий тиск для виробництва ламінованого скла.nСпочатку потрібно прокатати об'єднане скло, а потім помістити його в автоклав для скла та створити тиск повітря на поверхні скла. Тиск на скло має становити понад 13 кгс на квадратний сантиметр. Мета полягає в тому, щоб видавити бульбашки повітря, які знаходяться в об'єднаному склі. Одночасно скло потрібно нагріти за допомогою високої температури. Після цього можна виготовити ламіноване скло PVB.
6) Площа покриття обладнання різна.
Виробнича лінія високого тиску ПВБ потребує приблизно8Ч (Ж) *60Виробничий простір M (L) охоплює велику площу, а виробничий процес є тривалим.
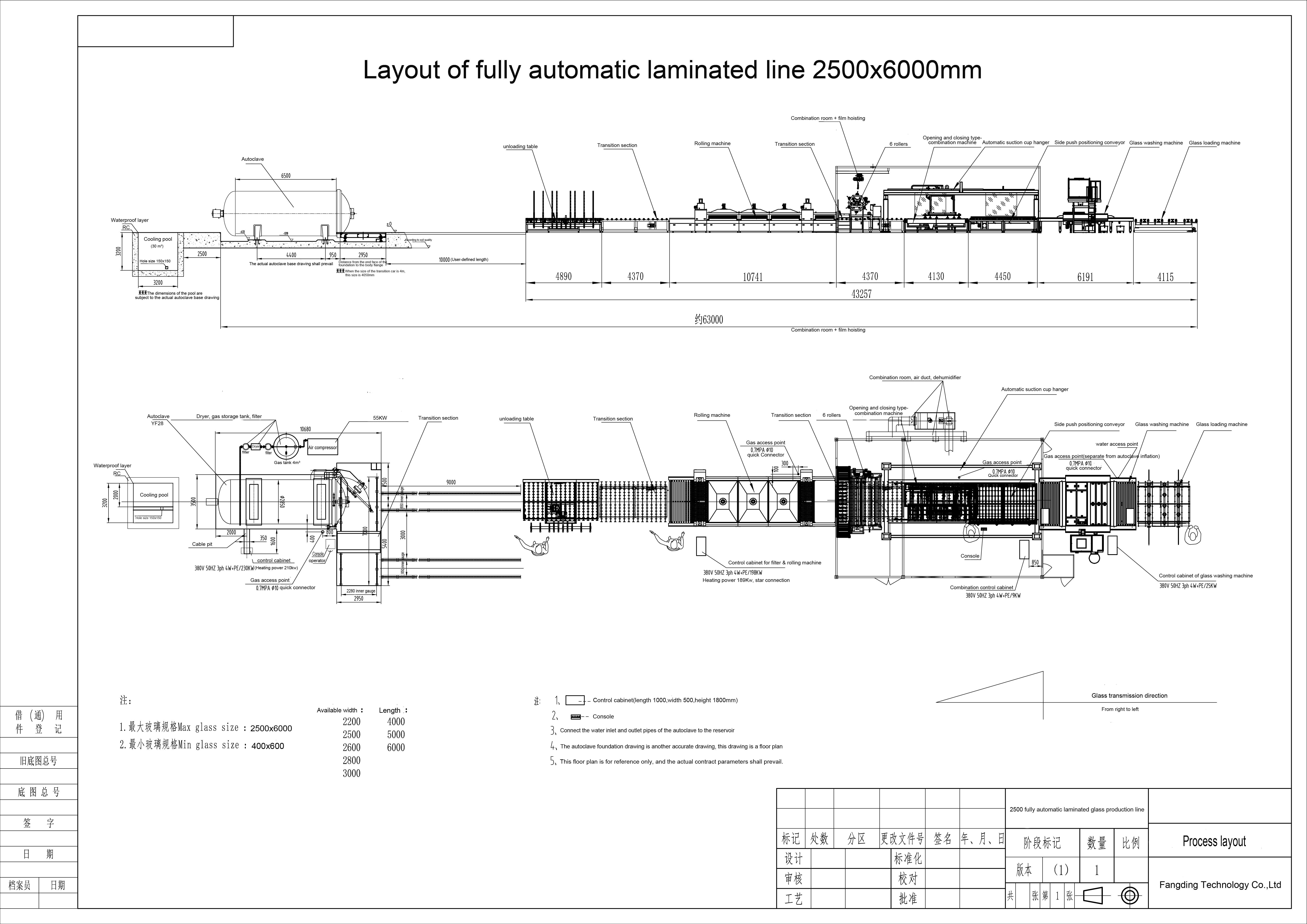
НашПотреби в лінії виробництва ламінованого скла5Ч (Ж) *10M (L) місце для виробництва, площа покриття невелика, виробничий процес простий та легкий в експлуатації.
7) Кількість працівників для роботи з обладнанням різна.
НашЛінія виробництва ламінованого скла використовує систему керування PLC, зазвичай скло можуть виробляти два робітники. Це економить робочу силу та ваші гроші.
Виробнича лінія автоклавів для скла PVB довша, ніж обладнання для ламінованого скла EVA. Обладнання для ламінованого скла PVB складається в основному з трьох частин: автоклав високого тиску, роликова машина та приміщення з постійною температурою. Тому для роботи обладнання потрібна більша кількість людей.
8)Способи зберігання плівки різні.
Плівка є одним з основних споживчих матеріалів для ламінованого скла. Тому плівка важлива для виробництва захисного скла.
Плівки ПВБ за нормальних температурних умов зберігання є липкими, що є більш вимогливими до навколишнього середовища. Плівка вимагає зберігання в приміщенні з постійною температурою та вологістю. Тому підприємствам потрібні спеціально побудовані холодильні склади для плівки, що збільшує виробничі витрати.
Нашфільм(Європейська перспектива), за нормальних температурних умов зберігання не в'язкий, не має суворих вимог до навколишнього середовища, вимагайте лише чистого місця зберігання та не високої температури.
9) Якість продукції різна.
1. TheПрозорість EVA становить 90%,або близько того, можна виготовити скляні шторні стіни, куленепробивне скло, захисні двері та вікна, ламіноване скло, декоративне ламіноване скло для внутрішніх приміщень, ламіноване скло на сонячних батареях тощо.
Прозорість ламіноване скло PVB краща, ніж EVA, прозорість може досягати понад 92%. Ламіноване скло PVB можна використовувати в автомобілі, проекті скляних навісних стін, куленепробивному склі тощо.
2. Ламіноване скло EVA має кращу стійкість до атмосферних впливів та води, ніж ламіноване скло PVB. Оскільки ламіноване скло EVA використовує плівку гарячого розплаву, воно може бути щільніше з'єднане зі склом. Ця властивість є більш важливою для загартованого ламінованого скла. Адгезія EVA краща, ніж у PVB.
3. Інтенсивність ламінованого скла PVB > EVA. Але це лише невелика різниця. Незалежно від того, ламіноване скло EVA чи PVBwяке можна використовувати для архітектурного скла, куленепробивного скла, скла для дверей та вікон тощо.
10) Обладнання може виготовляти різні види захисного скла.
1,Наш високоякіснийОбладнання для ламіноване скло може не тільки виробляти Архітектурне ламіноване скло, дугове ламіноване скло, куленепробивне скло, візерункове скло, ламіноване скло на сонячних батареях та художнє скло, таке як: ламіноване скло з квітами/картини/тканина/мармурове скло тощо. Світлодіодне ламіноване скло, тоноване скло та скло, що перемикається.
2,Обладнання для ламінованого скла з ПВБ зазвичай використовується для виробництва лобових стекол автомобілів, скляних навісних стін, куленепробивного скла. Оскільки процес виробництва ламінованого скла з ПВБ має багато дефектів: такі як температура та високий тиск, що перешкоджають виробництву художнього ламінованого скла та інших типів скла.
11) Вартість продукту різна.
Виробництво ламінованого скла EVA значно нижче, ніж ламінованого скла PVB. Оскільки ламіноване скло EVA споживає електроенергію, використовує людей або використовується у виробничому процесі, його вартість нижча, ніж у ламіноване скло PVB. Нижче наведено порівняльну інформацію:
12) Обладнання для ламінованого скла, придатне для ринку, відрізняється.
TheFangdingОбладнання для ламінованого скла, невеликі інвестиції, менше споживання електроенергії, менше робочих місць, обсяг виробництва може гнучко регулюватися ринком, відповідно до широкого ринку. Тому його можна використовувати в більшості країн. Є дуже гарною інвестиційною метою!
Обладнання для ламіноване скло PVB, великі інвестиції та, більше електроенергії, великий врожай, працевлаштування більшої кількості людей. Конкретний обсяг ринку. Зазвичай використовується в більшій популяції, багата на ресурси електроенергія дешева, національна площа більша за країни.
13) Технічне обслуговування обладнання відрізняється.
ФАНГІДНГВиробнича лінія обладнання для ламінованого скла дуже коротка, технологія виробництва та обслуговування обладнання прості. Заміна пошкоджених деталей проста та зручна, а витрати на обслуговування низькі.
Виробнича лінія обладнання для ламінованого скла PVB довша, запчастин для обслуговування обладнання більше, витрати на обслуговування вищі. І нелегко знайти запасні частини на ринку.
14) Ступінь безпеки обладнання для обробки захисного скла різний.
Наша технологія обробки ламінованого скла проста, конструкція обладнання науково обґрунтована та розумна, рівень шуму невеликий, а індекс безпеки високий.
Виробничий цикл обладнання для ламінованого скла з ПВБ довший, весь шматок скла виготовляється в автоклаві. При нагріванні плівка ПВБ легко виділяє горючий газ в автоклаві, а скло потрібно ізолювати дерев'яною смужкою, яка легко піддається електриці, що становить певну небезпеку.
15) Вартість перевезення обладнання різна.
Наше обладнання для ламінованого скла, розроблене з дотриманням наукових принципів та розумно підійде для наземних та морських перевезень, заощаджує вартість перевезення, загалом один 20-футовий контейнер може перевозити один комплект обладнання для ламінованого скла EVA та достатню кількість плівки EVA, що заощадить багато грошей для клієнта.
Виробнича лінія обладнання для ламінованого скла PVB довга, дуже важка, монтаж складний, а транспортні витрати величезні, що значно збільшує виробничі витрати.
16) Наше обладнання для ламінованого скла може використовувати плівку TPU для виробництва ламінованого скла TPU, особливо куленепробивного та лобового скла. А також може працювати з автоклавним виробництвом дугоподібного ламінованого скла. Це дуже важливо для заводу.
Час публікації: 30 липня 2021 р.


